|
スピンドルモータを三菱のAC-サーボモータに交換しました。 駆動系もベルトドライブに変更し格段に静かになりました。 |
題材のBellmex X-1 |
|
ja1cvf 0908 |
| フライス盤 X-1 は小型でお手頃価格でかなり人気があったのですが、小型化とコストダウンの結果多くの欠点もあります。 そのため私自身、使いながら改造を加えています。こちらに今までの改造等のlinksをまとめておきます。 直接本体改造ではないモノもあります。 また私の改造は出来るだけ市販品を使うようにして、誰でも作れること、具合が悪ければ元に戻れるように考えています。しかしどうしても元に戻れない改造もあります。
「フライスにデジタルスケールを」 (0408) 送りの読み取り精度向上のために。 |
|
|
|
スピンドルモータを三菱のAC-サーボモータに交換しました。 駆動系もベルトドライブに変更し格段に静かになりました。 |
題材のBellmex X-1 |
|
【 X-1のスピンドルモータは力不足 】 X-1のスピンドルモータ(主軸モータ)は最初から感じたのですが私の使い方には力不足でした。 それはモータだけの理由ではなく駆動系のギヤにも問題を抱えているように思います。
設計者に云わせれば「規格を超えてる使い方が不具合の原因です」と云う返事が戻ってくると思いますが、どうしても物足りないのです。 問題点 その1) プラスティックギヤ強度の不足を感じます。 本来はもう一回り、あるいは二回り大きなフライスを使用するべきなのでしょう。
【 モータの選択 】 X-1のモータは150W DCマグネットモータです。
|
【 コレを踏まえて検討したのは 】 いずれモータ換装の時は来ると、将来に備え検討をしていました。 1) X-1より一回り大きなフライスなどで使っている同種のDCモータに交換。 交換するのが同種であれば、スパナなどの張り付きは解消されない。制御基板のパワーアップも必要。 2) ボール盤などで使ってる2~300WのACインダクションモータに交換。 モータの回転制御が難しい。逆転できない場合がある。タップ立てなどに使いにくくなる。コスト的に有利。 3) 2~300Wの3相インダクションモータに交換。 3相の電力がないのでインバータが必要。 インバータを使うことにより回転制御は簡単。モータの形状が大きい。 4) 産業機器などで使うACサーボモータに交換。
いずれの場合もモータの大きさが変わりますので、当然ですがすべての改造に於いて駆動系、制御系、重量に対する検討が必要です。
特に駆動系は騒音の問題からベルトドライブに変更したい。さらに正逆運転、回転数制御は必須条件です。
どれにするか「下手な考え休むに似たり」決めかねて無駄な時間が過ぎていました。 コストの点、重量の点でDCモータになびきかけた時、友人から良い話が飛び込みました。 【 実はこの話にはチョットオマケがありまして 】 前述のようにX-1のモータ換装は以前から考えていたのです。行動に移すのはまだ先と思っていた矢先!
その数日後、急にX-1のご機嫌が悪くなりまともに動かなくなりました。 |
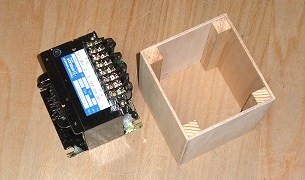
| 【 入手したモータは 】
新製品発表で廃番品となった
【 何故単相230Vなんでしょう 】 三相は簡単に使うことは出来ません。
たまに単三(単相三線式)を三相と勘違いする方がいますけれど全く違います。 30Vの違いは15%電圧が低いことになります。
戦後の電力不足時代はもっと電圧が下がったモノです。15%の低下なんて気にしないことにします。 【 200Wの合理性 】 150Wから200Wへの変更。考えようによっては効果が薄いのではないか?
もう一回り大きい方が良いのではと云う疑問も感じます。 私の場合は200Wを1/1.5の減速、回転数0〜2000、トルク的には300W相当のつもりです。 200Wとは云え、今度換装するモータは充分な過負荷率を持った産業用として設計されたモータです。 その性能に期待します。 |
200Wと400Wの差はトルク的には1.6〜1.8倍位です。 この微妙な選択を元に200WACサーボ計画を進めることにしました。 万一のパワー不足にはプーリ交換で対応(さらに減速)するのが最後の一手です。 【 電源系統の予定変更 】 予定した200Vのコンセントはチョット離れたところにあります。 感電防止のため簡単な木製ケースを造り
それに収納します。4隅の角材の枠をベニア板で囲った手抜きの作品です。
このモータには運転用とは別に非常ブレーキ用に24Vの電源が必要です。
コレは作業台の上に固定するので不要かと思いますが大きさの割のとても重い(約8kg)ので取っ手を付けてあります。
|
| 【 今回はサーボ機能を使いません。 】
単にスピード制御するだけです。 サーボアンプとモータの結線は譲り受けた時テストしたままの結線です。 不勉強ですが接続回路についてはほとんど理解してないので教えられたままです。
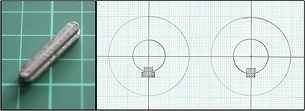
【 プーリとベルトの注文 】 モータの位置が決まりましたので駆動用のプーリとベルトを注文します。 結局プーリとベルトの調達は友人に頼むことになりました。 私の計算に間違いなければ取付けは簡単なはずです。 うまく行くことを願って部品の到着を待ちます。
廃番品とは云えモータは正規品・
プーリも付属のキーもピッタリ!当たり前のことですが気持ちが良い物です。
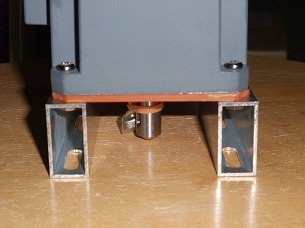
加工そのものはフライスがあれば簡単なことです。 【 ベルトテンション調整機能付き台座 】 ギヤボックスの上に載ってるモータですが今度は取付後の調整が楽なベルトドライブにします。 *改造しても出来る限り原形を保ち、 場合によっては戻るコトが可能な方法を考えています。
ケース内部にモータ台座をつけ蓋は後から被せます。 |
【 ギヤボックスの加工 】 ギヤボックスの所定の位置に穴加工が必要です。
ところがこの加工にはボール盤(X-1フライス)を使うことが出来ません。
台座スライド機構によりモータとスピンドルのプーリ掛け、張力調整等が簡単にできます。
モータが付いたらギヤボックスのカバー(オリジナルではカバーにモータが載っている)
を加工しなければなりません。
普通の使い方なら逆回転は殆ど使いません。
作業台の上だけでは足りず、壁に張り付いているモノが多くなりました。
|
| 【 調子は上々 】
わずか30%・150W→200Wのパワーアップ。そして全減速比の低下・1/2、1/4→1/1.5。 コレを顧みずモータ換装計画をす進めたのはモータ自体のパワー不足より駆動系の脆弱性、
漏洩磁束により引きネジなどを廻す時、工具が張り付くことに嫌気を感じたからかも知れません。 【 アマチュア的能力試験です 】 「案ずるよりは産むが易し」 6mm厚の平鉄に6mmの穴を開けてみました。 その後、3mm厚の鉄板に23φのホルソを廻したところさすがに耐えきれずモータ停止。
再起動して切削量を少なくして穴開け成功。 |
【 どうしてこんなに力強いのでしょう 】 * 過信しすぎたDCモータのPWM制御 * 元気よく廻るんだから良いじゃないですか! っていわれそう。 サーボモータの場合回転制御は周波数制御です。
供給電力は変わらないので回転を下げてもトルクは落ちないのです。 今までのモータはすぐに熱くなりました。何℃まで使えるかは不明です。
それにもまして保護回路がすぐに働き、禁断の細工と飛ばないフューズ化をしていました。 お陰様でこれからは100%の負荷では24時間運転も出来ます*。駆動系は200%で計算しました。 |
| モータ出力比較 X-1に類似のモータの定格を比較してみました。 カタログの表示方法が違うため必ずしも適切に比較されているとは限りません。 私はフライスをボール盤代わりに使うことが多くその状態を含めての感想です。 主観的要素が強いので他の人と違う評価となる可能性があります。
|