|
工作を始めるとケースや補助金具を作りたいことがあります。板金をきちっと折り曲げることができると楽しいものです。
簡単な方法としては 工作教室(ハンダ付けスペシャル)で説明がありますがなれないと巧くできません。
私たちが手軽に購入できる折り曲げ機としては、つくば工房《折り曲げ工場510》、ホーザン《K130》、などがあります。
工作好きの貴方にお勧めなのは手作り折り曲げ器です。この折り曲げ機の特徴は位置合わせが簡単で作業性が良いことです。製作には一般的な作業工具は別として、ボール盤、グラインダー等があるか使える環境が必要です。それとしっかりした”万力”が必要です。 折り曲げの方式?はヤゲン(メス型)と矢板(オス型)で押し曲げる方法です。この方法は曲げ加工後の寸法の推定?がホーザンの片持ち式の場合より楽です。欠点は折り曲げにとても大きな力が必要になります。そのために倍力装置として万力の機構を利用します。
つくば工房の”折り曲げ工場”は機構に工夫して曲げる力を軽減しています。その結果厚手の板も加工できます。 私が使った万力は75mmの箱万力(横万力)です。購入の条件は刃(ものを掴む部分)がビス止めで交換できることです。この刃をはずして押し曲げ用の金具を取り付けます。(押し型は4本のビスで取り付けるだけですから元の万力に戻すことが可能です。)
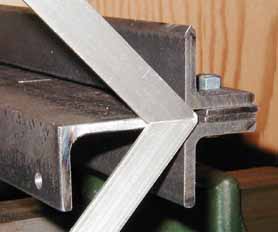
注意しなければいけないのは、本来刃を止めているビスには大きな力は掛かりません。しかし折り曲げ機として使う場合はこのビスにとても大きな引っ張り力が掛かります。このビスの耐力が折り曲げ機の能力を決めることになります。私の場合250mm巾(アングルの巾は300mm)1mm厚のアルミ板を限界としました。(巾が狭ければ厚板もOKです。さらにビスのことを考えると万力の懐を大きくするために金具の取り付け位置を高くすることは好ましいことではありません。 写真を見て構造や折り曲げの動作が理解できましたでしょうか?細かいビス位置などは万力によって異なりますのでこの程度の写真で理解できたら改造に取り掛かってください。わからないことはあたずね下さい。
使用するアングルは5X30X30と4X50X50長さは300mmです。薄口の3mm厚のアングルではねじれ強度が心配です。4X50X50は一辺を30に切り落とします。この加工法はつくば工房の《テクノ情報コーナ④》を参照してください。 ヤゲンは本来90度のV溝でなければいけませんが戻りを考慮して90度より小さくしてあります更に何種類も作るのが大変なので間に3mmのフラットバーを入れて大きいものに対応しています。折代(耳)が小さいときはヤゲンの溝巾を小さくします。この場合折り曲げに必要な力は想像以上に大きくなります。刃の先端が支点でヤゲンの角が作用点と考えれば理解できると思います。折代は最低3mmを考えていますのでヤゲン巾は4mmです。フラットバー2枚入れると合計10mmになります。もっと間隔をあければ小さい力で曲げることができますが完全なV溝でないためにシャープに折り曲がらなくなります。本物?のプレスの場合刃の厚さとヤゲンの巾、角度が合わせてあり更に強大な力で挟み込みますからきれいな折り線なります。
折代は普通のケースで10mm(1mmアルミ板使用)小型ケースで3mm(0.5mmアルミまたは真鍮)を想定しています。折り代3mmで1mmの板を全巾(300mm)で曲げるのは難しいと思います。(アングルを止めているビスが切れる?)
ヤゲンのV溝はきれいに仕上げてください。材料に傷を残す原因になります。実際の作業では油を塗り材料の方には保護用のテープなどを張ると良いでしょう。
ヤゲンの取付けは皿ビスで正確に、矢板のほうは少し大きな穴をあけ、取付け位置を補正できるようにします。ビスは6角ボルトを使います。 【
耳つきのものを曲げる 】
すでに一部が折り曲げられたものを曲げるにはどうしましょう。その場合は矢型のほうに切込みを入れます。耳が10mmなら15mm程度です。工作をしながら必要に応じて切り込みます。中心付近で左右振り分けます。長いアングルのようなものでしたら押し型の端を使えば懐を気にしなくてもOKです。その場合反対側に捨て板を入れて押し型がねじれないようにしましょう。
【 角丸のR曲げはどうする。】
矢型のほうに既に曲げてある捨て板を当てておきます。1mmの板を当てれば内径1mmのR曲げができます。2枚重ねれば2mmになります。
【 外耳もできる。】
この万力プレスは治具を作れば外耳も加工できます。現在製作していませんが簡単に対応できます。ちょっと考えて見てください。工夫次第で応用範囲は広がります。万力は数千円で買うことができます。アングルやビスなどを入れても10000円以内で材料がそろいますのでお試しください。 【
加工後寸法の推定 】
曲げ加工をするとケガキ線の位置と仕上がり位置がずれることがあります。それをあらかじめ予測して加工します。私たちの使うような精度の低い道具では同じ材質でテストをしてから本作業をするとよいでしょう。 *ヤゲン(やげん彫り、薬研、やげん掘り、ヤゲン台)
山間の谷のようなところ(V字谷)のようにV字型に窪んだ物を言うようです。薬草を粉末にする薬研、七味とうがらしで有名なやげん掘り、やげん不動尊、やげん温泉など。丸棒を支持するVブロックやV溝のあるものをヤゲンあるいはヤゲン台と呼ぶようです。
|