|
HAMのための 工作教室 |
|
もの作りの原点・道具や材料について考えます。 |
|
ハンダづけは電子工作の基本です。 |
|
電子回路の工作をするとき避けて通れないのがハンダづけです。 金属を接合する方法としては一番ポピュラーな方法ですが、間違いや不良の多いのもハンダづけです。 ハンダづけの方法や材質が異なっても、電子回路の組立にはハンダづけ作業が付き物です。 ハンダづけ作業には特殊な作業は別として、ハンダ、フラックス、ハンダこてが必要です。 ハンダというのは基本的に鉛と錫の合金です。融点は合金比率によって違いますが300℃前後です。 電子機器には錫の含有量が約60%の共晶ハンダと呼ばれる物を使用することが多いようです。 フェラックスは接合する金属の表面を洗浄してハンダの流れをよくしてハンダがつきやすくなるための活性剤です。
ほとんどの場合ヤニ入りハンダと呼ばれる物を使用すると思いますがハンダの中心部にフラックスが充填されています。
そのためフラックスのみを購入することはほとんどないと思います。
しかしフラックスは万能ではなくつける材質によって選択の必要があります。
又腐食性の強いフラックスもありますのでご注意ください。 購入する場合は電子回路用、ヤニ入り、錫60%、太さ0.8~1.0mmくらいの物がよいでしょう。 細い物は高価です。太い物は小さい部品に使うときハンダ量が多くなりすぎます。 ハンダこては20~30Wの物で出来ればセラミックヒータの製品を用意します。 セラミックヒータの製品は立ち上がりは早く温度変化も少なく絶縁性がよいので静電気やリーク電流を嫌うC-MOSタイプの半導体にも安心です。 しかし価格が高いのが難点です。3倍くらいの価格差があると思います。きちっとアースを取ったり危ない部品の時プラグを抜いて作業すれば普通のこてでも対応できます。 いろいろな作業の中で熱量が不足するときは大きなハンダこてが必要になる場合があるかも知れません。純銅のこて先の製品は熱伝導が良いのですが時々ヤスリ掛けして使わなければなりません。手入れが大変ですから表面処理されたこて先が使いやすいでしょう。ただしヤスリ掛けは厳禁です。汚れは濡れ雑巾で拭き取ります。 ここで勘違いしやすいのはハンダこての大小は発熱量(W数)の大小で表示されますが、本来必要なのは蓄熱量の大小なのです。
作業を始めると急に温度が下がり必要温度を下回ってしまうとハンダづけが出来ません。
また大きなハンダこてで小さい物の作業をすると温度が下がらず高温のまま作業をすることになってしまうのです。
ハンダづけの温度は高すぎても低すぎても具合が悪いのです。
このような不具合を無くすため温度制御された製品も市販されています。 【ハンダづけの手順】 よくやる間違・ハンダこてにハンダを載せてそのハンダで接合しようとする人が多いようです。 上手な人の作業を見ていると確かにハンダをこてに載せているところを見かけます。 これはこのハンダで接合するのではなくこてと接合面の熱伝導をよくするためです。 こて先にハンダを少しつけ濡れた雑巾で拭き取るとこて先がきれいになり準備完了です。
①接合面をきれいにする。錆などがある場合はよく磨いておく。②接合面を十分加熱する。
③ハンダを接合部に流す。ハンダ量は横から見て富士山のような形になる程度。
④ハンダがよく流れたら静かにこてを離し冷めるのを待つ。
3秒以上時間を掛けてもハンダがうまく流れないのは、こての熱容量不足、接合面の汚れが考えられます。 |

【お薦めしたい・ハンダこてとハンダ】 ハンダこてはセラミックヒータ、アース付き。ハンダはヤニ入り、0.8mm。
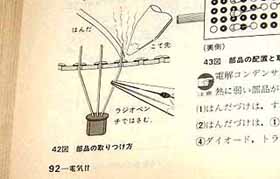
【実際のハンダづけ作業】 この図は[HAMと工作とHP]のコラムにある物と同じですが問題点があります。(古い資料ですから新版は改訂されていると思います。時代の変化を認識していただくため古い資料を使用しています) ①トランジスタの足が長すぎます。足の長さは5~6mm。場合によっては透き間を空けずぴったり基板につけることもあります。 ②図面の中に熱に弱い・・・と言う説明が見えますが今でも多くの方がトランジスタは熱に弱いと思ってます。 熱に弱かったのは30年以上も昔のことで最近の半導体はハンダの熱で壊れることは滅多にありません。 ハンダで接合する部分にこてを当て十分加熱してからヤニ入りハンダを接合部に当てハンダが流れるのを確認してからこてを離します。 時間にして2秒くらいです。[図面引用:中学校教科書 東京書籍株式会社 新しい技術・家庭 昭和56年版] |